След като вече имам резервна гума, днес продължих с поправката на джантата от където я зарязах преди 1-2 седмици. Става въпрос за тази вдлъбнатина, която трябва да
махна преди да довърша полирането:

Обикновено тези неща се оправят с TIG заварка но в този конкретен случай щетата е козметична и не се налага да гониме здравина. Затова реших да пробвам 2 други метода и да спестя супер нагряването от заварката. Първият е спойка по газопламъчен метод със специален електрод. Електрода е алуминиев композит с пълнеж от флюс:
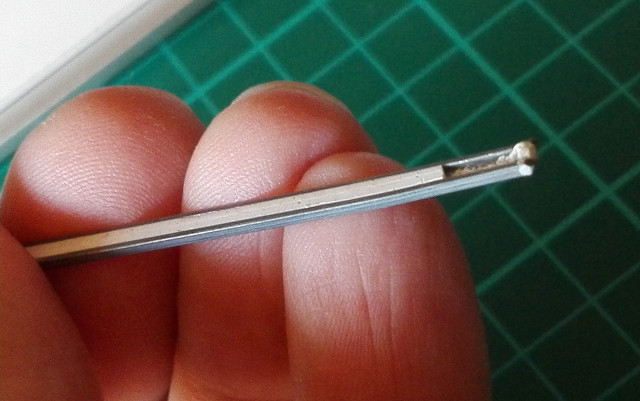
Метода изисква основният метал да се нагрее до степен при която при опиране на електрода той да се стопи. За съжаление парчето, което имах се оказа толкова малко, че
свърши още на пробите. Но по-големият проблем е, че толкова голямо парче алуминий трудно се загрява с малката горелка. Предишни опити бяха успешни, но тогава споявах
алуминиеви винкелчета


Следващият път ще пробвам и вторият метод. Това е алуминиев MIG брейзинг. Използва се телоподаваща машина заредена с алуминиева тел и газ аргон. Какво е характерното - основният метал не се разтопява а само телта. Така спойката отнема по-малко от секунда и не се нарушава здравината на джантата. TIG заварката има
нужда от повече време и на практика разтопява самата джанта.
 Тема: Mazda 626 - показна реставрация (Прочетена 422223 пъти)
Тема: Mazda 626 - показна реставрация (Прочетена 422223 пъти)